
- Teil 1
- Dentale CAD/CAM-Werkstoffe als Teil der Prozesskette
- CAD/CAM-Werkstoffe im Überblick
- Dentale CAD/CAM-Keramiken
- Oxidkeramik
- CAD/CAM-Silikatkeramik (verstärkte Silikatkeramiken)
- Polymerbasierte-CAD/CAM-Werkstoffe (PMMA, Komposite und polymerinfiltrierte Keramik [PIK])
- Polyarylether- CAD/CAM-Werkstoffe
- Materialien für die additive Fertigung
- Lichthärtende Harze
- Metalle/Legierungen
- Keramiken
- Thermoplaste
- Teil 2
- Multilayer-Zirkonia
- Von der Formgebung zur Befestigung
- Verstärkte Silikatkeramik in der praktischen Anwendung
- Lithiumdisilikat-Keramik
- Lithiummetasilikat-Keramik
- Lithiumaluminosilikat-Keramiken
- Von der Formgebung zur Befestigung
- Polymerbasierte CAD/CAM-Werkstoffe
- Polymethylmethacrylate (PMMA)
- Komposite
- Polymerinfiltrierte Keramiken (PIK)
- Von der Formgebung zur Befestigung
- PAEK-Materialien in der praktischen Anwendung
- Polyetheretherketon (PEEK)
- Polyetherketonketon (PEKK)
- Arylketonpolymer (AKP)
- Von der Formgebung zur Befestigung
- Materialien für die additive Fertigung in der praktischen Anwendung
- Indikationen
- Zahntechnische Modelle
- Schienen
- Prothesenbasen
- Gerüste
- Kronen/Brücken
- Verarbeitung
- Fazit
Teil 1
Die Fertigung im Bereich der prothetischen Zahnmedizin unterliegt einem grundlegenden Wandel. Wie in anderen Bereichen werden Arbeitsschritte digitalisiert. Hierbei sind digitale Technologien kein Selbstzweck, sondern Antwort auf allgemeine Veränderungen.
Bisherige Strukturen bzw. klassische Fertigungsverfahren stoßen vielfach an Grenzen, z.B. bezüglich Flexibilität, Effizienz und Materialvielfalt. Mit der automatisierten Fertigung kann die Wirtschaftlichkeit erhöht werden. Zudem werden Zahnersatz-Materialien und -Lösungen zugänglich, die auf klassischem Weg nicht verarbeitbar sind. Weiterer Vorteil ist die effiziente Realisierung komplexer „Bauteile“, wie beispielsweise durch additive Technologien.
Dentale CAD/CAM-Werkstoffe als Teil der Prozesskette
Idealerweise stehen hinter digitalen Verfahrensketten standardisierte Prozesse – von der Datenerfassung über die CAD-Konstruktion, das Set-up in der CAM-Maschine und die Fertigung bis zur Nachbereitung. Die Werkstoffe sind Teil dieser Kette und werden teilweise sogar zum Treiber für das Etablieren der jeweiligen Technologie. Als Beispiel können Zirkonoxid-Keramiken genannt werden.
Sie haben maßgeblich dazu beitragen, dass die CAD/CAM-Fertigung von Zahnersatz heute fast flächendeckend etabliert ist. Im Gegensatz dazu sind es auch die Werkstoffe, die das Tempo beim Durchsetzen einer Technologie bremsen können. Hier ist der 3D-Druck zu nennen.
Die Werkstoffkundeforschung ist in diesem Bereich sehr aktiv, sodass in naher Zukunft spannende Werkstoff- und Post-Processing-Entwicklungen zu erwarten sind. Doch noch obliegt es der Tatsache einer eingeschränkten Verfügbarkeit von Werkstoffen sowie deren Verarbeitung, dass derzeit nur in wenigen Situationen ein Zahnersatz gedruckt werden kann.
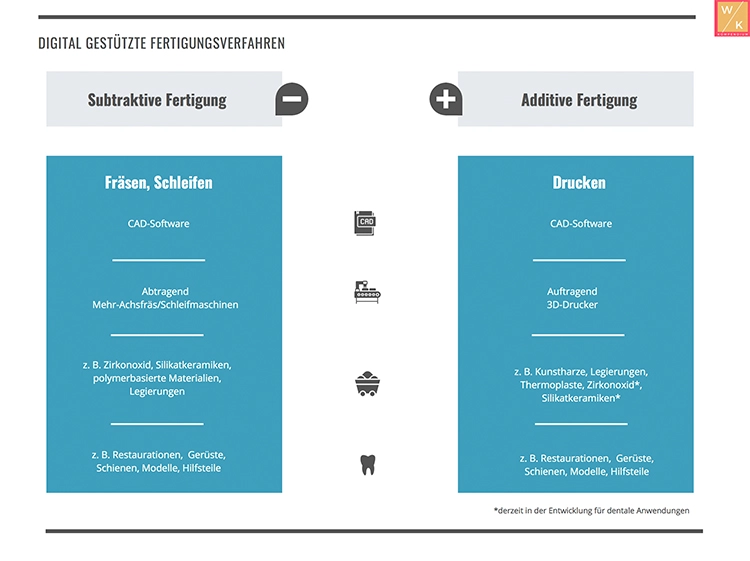
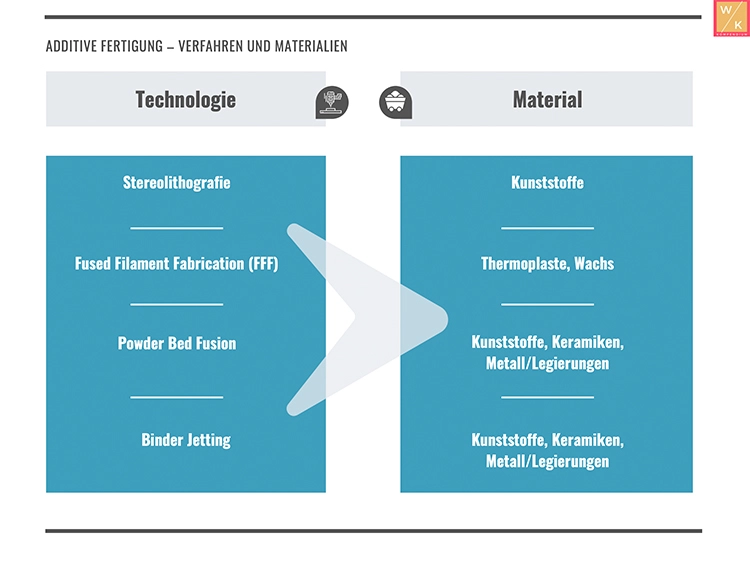
Diese Beispiele zeigen die hohe Relevanz, welche die Werkstoffkunde für die digitale Zahnmedizin hat. Für Zahnarzt und Zahntechniker bedeutet daher „Digitalisierung“ auch, sich intensiv mit der dentalen Werkstoffkunde zu beschäftigen. Eine grobe Gliederung der Werkstoffe kann nach der Fertigungstechnologie erfolgen (Abb. 1).
 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/Stawarczyk- Beim subtraktiven Vorgehen (Fräsen, Schleifen) werden beispielsweise CAD/CAM-Keramiken (z.B. Zirkonoxide, Silikatkeramiken), polymerbasierte CAD/CAM-Werkstoffe oder PAEK verarbeitet. Aufgrund industriell gefertigter Rohlinge ist eine gleichbleibende, nahezu fehlerfreie Materialqualität zu erwarten.
- Bei der additiven Fertigung (Stereolithografie, SLM-Verfahren, FDM-Verfahren etc.) sind es beispielsweise Kunstharze, Thermoplaste und Metalle/Legierungen, die verarbeitet werden. Im praktischen Labor- oder Praxisalltag werden zurzeit überwiegend harzbasierte Werkstoffe mittels 3D-Druck verarbeitet.
CAD/CAM-Werkstoffe im Überblick
Dentale CAD/CAM-Keramiken
CAD/CAM-Keramiken lassen sich grob in 2 Gruppen unterscheiden: Silikatkeramiken und Oxidkeramiken. Beide Gruppen unterteilen sich in ihre Untergruppen.
Oxidkeramik
Oxidkeramiken sind 1-phasige Metalloxide mit keinem bzw. nur geringem Glasanteil. Populärster Vertreter ist Zirkonoxid mit seinen verschiedenen Modifikationen. Primär unterscheiden sich Zirkonoxid-Keramiken in Zusammensetzung und Werkstoffkennwerten und somit in Indikation sowie ästhetischem Erscheinen.
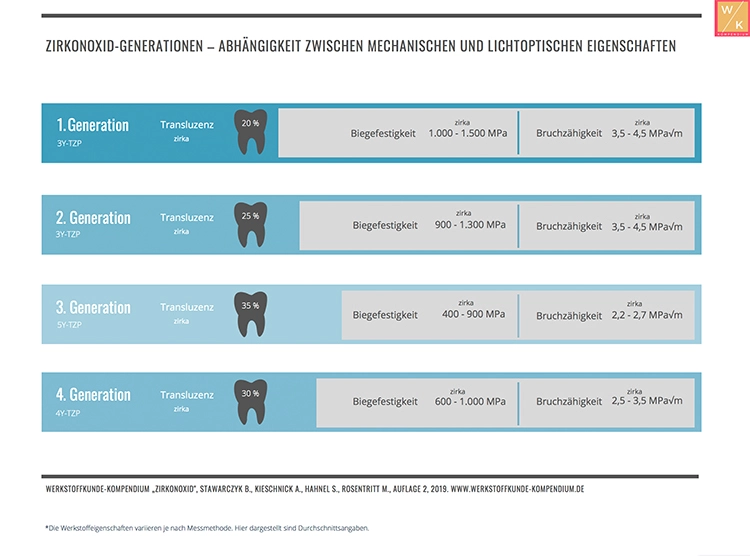
Durch die Veränderung der Yttriumoxidanteile (3, 4 und 5Y-TZP) werden die Eigenschaften der Zirkonoxide beeinflusst und für die verschiedenen Indikationen und Ansprüche angepasst (z.B. hohe Transluzenz oder hohe Festigkeit). Unterscheiden lassen sich Zirkonoxide oft nach Generationen (Generation 1 bis 5) (Abb. 2).
 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/StawarczykMerke: Korrekte Nomenklatur ist „Zirkonium-di-oxid“ oder „Zirconia“. Im allgemeinen Sprachgebrauch hat sich die Bezeichnung „Zirkonoxid“ durchgesetzt und etabliert. Fälschlicherweise werden oft Begriffe wie „Zirkon“ oder „Zirkonium“ verwendet, die jedoch einer anderen Stoffgruppe zuzuordnen sind.
CAD/CAM-Silikatkeramik (verstärkte Silikatkeramiken)
Silikatkeramiken sind mehrphasige Werkstoffe aus mindestens einer glasigen und einer kristallinen Phase. Ausgangsprodukt ist Glas, in welches durch eine gesteuerte Keimbildung und Kristallisation die Kristalle (Verstärkungspartikel) wachsen, z.B. Leuzit- oder Lithiumsilikat-Kristalle.
Vereinfacht gilt: Je mehr Verstärkungskristalle in der Glasphase enthalten sind, desto besser die mechanischen Eigenschaften. Allerdings verändern sich mit Zunahme der Verstärkungskristalle innerhalb der Glasphase zugleich die optischen Eigenschaften, die Transluzenz sinkt in einem gewissen Grad.
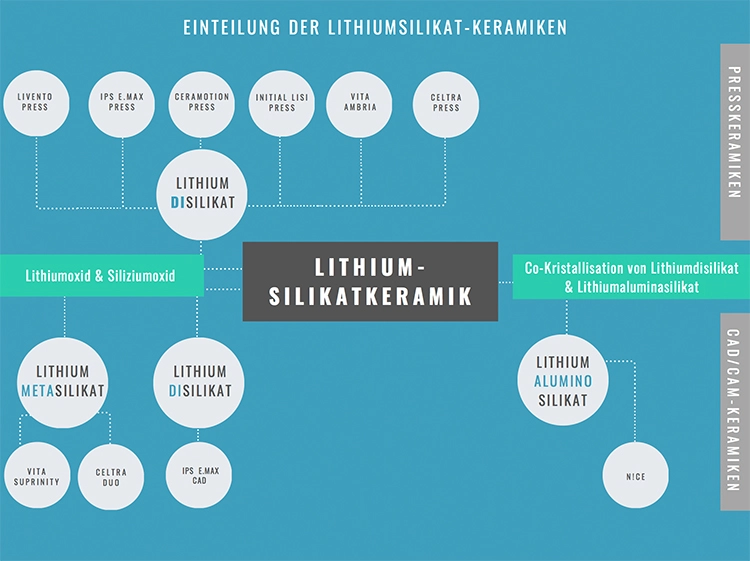
Zu den verstärkten CAD/CAM-Silikatkeramiken gehören die Lithiumsilikat-Keramiken mit ihren verschiedenen Modifikationen. Man unterscheidet sie in Lithiumdisilikat-, Lithiummetasilikat- und Lithiumaluminosilikat-Keramiken. Die Glasphase dieser Keramiken besteht hauptsächlich aus Siliziumoxid während die kristalline Phase aus den Lithiumoxid-Varianten besteht.
Polymerbasierte-CAD/CAM-Werkstoffe (PMMA, Komposite und polymerinfiltrierte Keramik [PIK])
Die polymerbasierten Fräswerkstoffe lassen sich nach den Anwendungsgebieten in temporäre und permanente Werkstoffe einteilen. Für temporäre Restaurationen werden in der Regel PMMA-Kunststoffe verwendet. Zur permanenten Anwendung werden Komposite oder polymerinfiltrierte Keramik propagiert.
Bei diesen Werkstoffen sind aufgrund der industriellen Fertigung der Rohlinge – z.B. durch die Polymerisation bei erhöhter Temperatur sowie höherem Druck – die Werkstoffeigenschaften im Vergleich zu polymerbasierten Werkstoffen, bei denen die Polymerisation der Kunststoffkomponenten während der Herstellung der Restauration erfolgt, verbessert. Zudem sind die Qualität und Homogenität der Werkstoffe gesteigert. Aufgrund der CAD/CAM-gestützten Fertigung lassen sich die Werkstoffe einfach und vergleichsweise schnell sowohl in der Praxis als auch im Labor verarbeiten.
Polyarylether- CAD/CAM-Werkstoffe
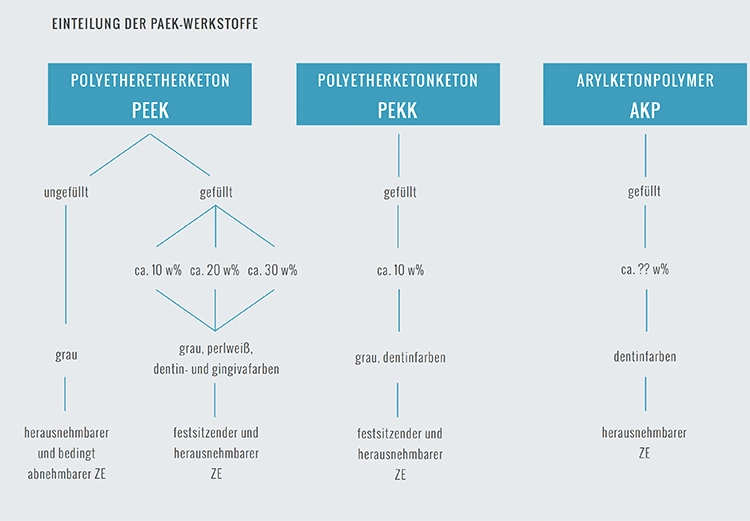
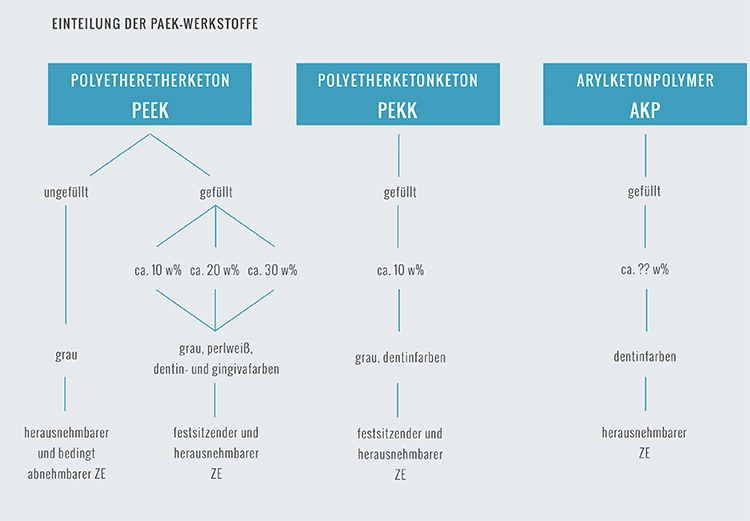
Polyaryletherketone (PAEK) zählen zu den Hochleistungskunststoffen und finden seit einigen Jahren Einsatz in der Zahnmedizin. PAEK besteht aus 1,4-Phenylen-Einheiten in Kombination mit Ether- und Ketongruppen. Die Eigenschaften der einzelnen PAEK-Modifikationen variieren in Abhängigkeit von den Ether- und Ketonanteilen.
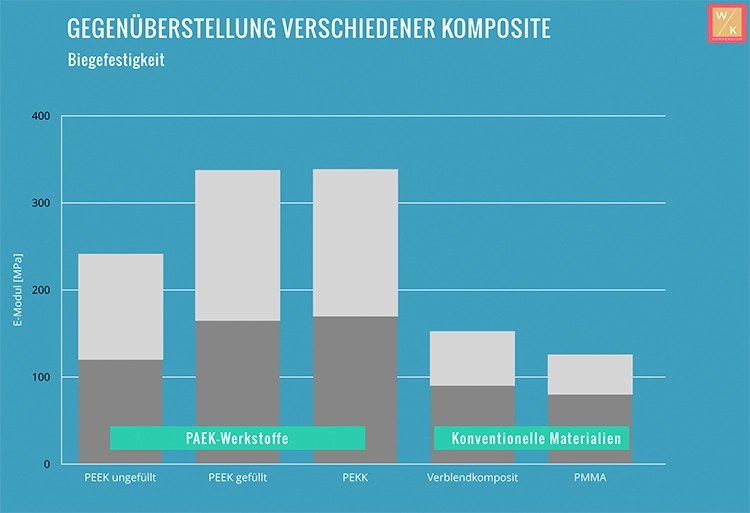
Es sind unterschiedliche Varianten möglich. Die in der Zahnmedizin gängigsten Vertreter der PAEK-Werkstoffe sind Polyetheretherketone (PEEK), Polyetherketonketone (PEKK) und Arylketonpolymere (AKP). Je nach der Herstellungsart, aber auch nach der Zusammensetzung mit weiteren anorganischen Füllstoffen weisen die Werkstoffe unterschiedliche Eigenschaften auf und werden für unterschiedliche Indikationen angewandt (Abb. 3).
 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/StawarczykMaterialien für die additive Fertigung
Im Gegensatz zum subtraktiven Verfahren, bei welchem ein Objekt wie bei einem Bildhauer durch Abtragen von Material entsteht, wird bei der additiven Fertigung das Objekt Schicht für Schicht aufgebaut. Für das subtraktive Verfahren stehen industriell vorgefertigte Rohlinge zur Verfügung, die durch die Herstellung unter industriellen Bedingungen die für den jeweiligen Werkstoff idealen Eigenschaften besitzen.
Die Eigenschaften der Werkstoffe für die additive Fertigung hängen wiederum viel stärker vom Fertigungsprozess und von der anschließenden Nachbearbeitung ab, da sie den individuellen Bedingungen der jeweiligen Fertigungsorte (Praxis/Labor) unterliegen du damit stärker schwanken können. Für die verschiedenen Indikationen stehen unterschiedliche additive Technologien zur Verfügung (Abb. 4).
 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/StawarczykLichthärtende Harze
Lichthärtende Harze werden mittels dem Stereolithographieverfahren ver- arbeitet. Die Harze stehen in fließfähiger Form zur Verfügung und werden für den Druckprozess in Wannen mit auf der Unterseite transparenten Fenstern gegossen.
Eine Bauplattform, auf welcher das Objekt aufgebaut werden soll, senkt sich in die mit Harz gefüllte Wanne und es wird eine Schicht mittels Lichtpolymerisation auf diese aufgetragen. Nach diesem Vorgang fährt die Bauplattform um eine Schichtdicke nach oben, flüssiges Harz fließt in den Spalt zwischen Plattform und Wannenboden; eine neue Schicht wird polymerisiert. Dieser Prozess wiederholt sich, bis das Objekt fertig erstellt ist.
Metalle/Legierungen
Metallische Objekte, z.B. Gerüste für die Teilprothetik, können per Selektivem Lasersintern (SLS) bzw. -schmelzen (SLM) hergestellt werden. Hier liegt das Material (zumeist CoCr-Legierungen) als Pulver in einem Pulverbett vor.
Mittels eines Lasers wird dieses Pulver Punkt für Punkt gesintert bzw. geschmolzen, sodass es erhärtet. Ist eine Schicht fertig, wird eine weitere Schicht neuen Pulvers aufgetragen und der Vorgang wiederholt sich.
Keramiken
Keramische Objekte können mithilfe des sogenannten Binder-Jetting-Verfahrens additiv gefertigt werden. Jedoch stehen hierzu nur wenig Daten für einen möglichen In-vivo-Einsatz zur Verfügung. Bei diesem Verfahren wird keramisches Pulver (z.B. Silikat- oder Zirkonoxid-Keramik) mithilfe eines Bindemittels punktuell und schichtweise verklebt.
Die Keramikpartikel werden dazu in einem Schlickerverfahren verarbeitet oder vorab mit lichtpolymerisierenden Anteilen vermengt. Nach dem Druckprozess wird der dadurch entstandene Grünling gesintert, um so die finalen Eigenschaften der keramischen Versorgung zu gewährleisten.
Thermoplaste
Fused-Filament-Fabrication-(FFF-)Verfahren sind interessante Ansätze zur additiven Verarbeitung von Thermoplasten. Hier steht das Material (z. B. PAEK oder Polykarbonat [PK]) als Stange (Filament) zur Verfügung.
Dieses wird mittels Kanülensystem einer Hitzekammer zugeführt, in welcher sich das Material aufgrund der Temperatur von einem harten in einen weichen Zustand verändert (aufschmilzt). Das weiche Material wird durch einen Druckkopf zielgerichtet auf eine Bauplattform schichtweise aufgetragen.
Teil 2
Parallel zur Etablierung digitaler Fertigungstechnologien wurden zahlreiche neue Werkstoffe entwickelt und auf den Markt gebracht. Für Zahnarzt sowie Zahntechniker bedeutet dies einerseits Vielfalt und Flexibilität. Andererseits müssen sie sich intensiv mit der Werkstoffkunde beschäftigen. Im 1. Teil des Artikels gaben die Autoren einen Überblick zu CAD/CAM-Werkstoffen. Nachfolgend wird auf die praktische Anwendung der Werkstoffe eingegangen.
Bei der Herstellung von Restaurationen aus Zirkonoxid-Keramiken sind die Werkstoffeigenschaften zu beachten, denn diese bestimmen die Indikation. Während die Anwendung von Zirkonoxid bis noch vor ungefähr 8 Jahren auf Gerüste beschränkt war, steht aktuell die monolithische Restauration aus Zirkonoxid im Fokus. Moderne Zirkonoxid-Keramiken erlauben die Fertigung eines vollanatomischen Zahnersatzes mit adäquaten ästhetischen Eigenschaften.
Die gängige Gliederung der Zirkonoxide (insbesondere für die monolithische Fertigung) erfolgt nach Generationen und somit nach der zeitlichen Reihenfolge der Entwicklung. Zugleich kann eine Einteilung durch den zum Rohmaterial dotierten Stoff (z.B. Yttriumoxid) erfolgen.
1. Generation: 3Y-TZP Zirkonoxid mit tetragonalem Gefüge
- Eigenschaften: hohe Opazität, hohe Festigkeit (ca. 1200 bis 1500 MPa)
- Anwendung: Gerüste für die Verblendtechnik
2. Generation: 3Y-TZP Zirkonoxid mit tetragonalem Gefüge
- Modifikation auf molekularer Ebene, reduzierte Anzahl und Größe der Aluminiumoxidkörner sowie deren Umpositionierung auf die Korngrenzen von Zirkonoxid
- Eigenschaften: verbesserte Transluzenz (40%), hohe Festigkeit (ca. 900 bis 1200 MPa)
- Anwendung: Gerüste für Verblendungen und monolithische Restaurationen (Seitenzahnbereich)
3. Generation: 5Y-TZP Zirkonoxid mit kubisch-tetragonalem Mischgefüge (ca. 50% kubische Phasenanteile)
- höhere Dotierung von Yttriumoxid (5 mol-%), verbesserte Lichtstreuung durch kubische Kristalle und höhere Transluzenz
- Eigenschaften: sehr hohe Transluzenz (49%), geringere Festigkeit (ca. 750 bis 800 MPa)
- Anwendung: monolithische Restaurationen bis zu 3-gliedrigen Brücken (Prämolar)
4. Generation: 5Y-TZP Zirkonoxid mit kubisch-tetragonalem Mischgefüge (ca. 30% kubische Phasenanteile)
- höhere Dotierung von Yttriumoxid (5 mol-%), verbesserte Lichtstreuung durch kubische Kristalle und höhere Transluzenz
- Eigenschaften: hohe Transluzenz (45%), geringere Festigkeit (ca. 850 bis 1100 MPa)
- Anwendung: monolithische Restaurationen (Front- und Seitenzahnbereich)
sogenannte „Multigenerations-Ronden“:
- Schichtenkombination aus 3Y-TZP und 5Y-TZP oder
- Schichtenkombination aus 4Y-TZP und 5Y-TZP
Multilayer-Zirkonia
Es sind Multilayer-Blanks verfügbar, die den Farbverlauf eines Zahnes von zervikal nach inzisal nachbilden. Zusätzlich zum Farbgradienten besitzen einige polychromatische Blanks auch einen Verlauf mit unterschiedlichen Transluzenzen. Der Transluzenzverlauf wird durch den Einsatz von Zirkonoxidschichten der unterschiedlichen Generationen 1 bis 4 und damit unterschiedlicher Transluzenz und Festigkeit gewonnen.
Von der Formgebung zur Befestigung
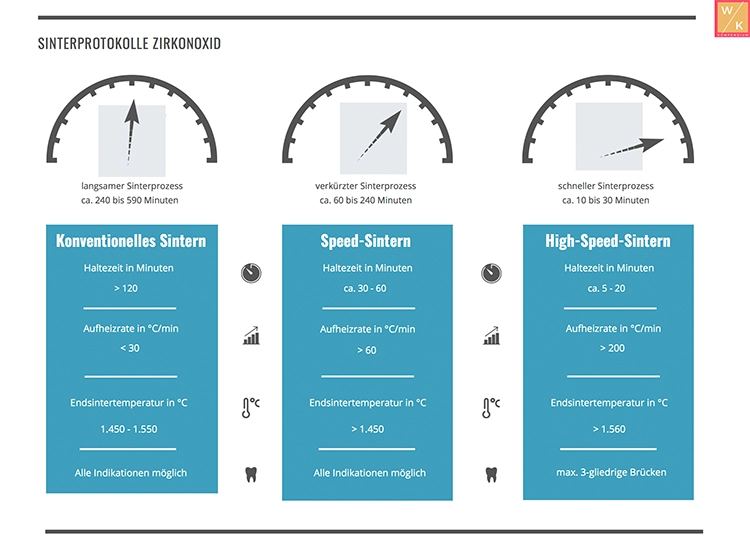
Die Formgebung von Zirkonoxid-Restaurationen erfolgt mittels CAD/CAM-Fräsen aus vorgesinterten Weißlingen. Nach dem Fräsen werden die finalen Werkstoffeigenschaften durch das Sintern erzielt. Die konventionelle Sinterzeit beträgt mehr als 4 Stunden.
Zudem ist das Speed-Sintern mit einer Sinterzeit von bis zu 2 Stunden möglich. In Abhängigkeit von Größe/Gewicht der Restauration (bis zu 3-gliedrigen Brücken) kann auch ein sogenanntes Highspeed-Sintern (bis 30 Min.) vorgenommen werden (Abb. 1). Die Fertigstellung des Zirkonoxidgerüstes wird mit Verblendkeramik – oft als Dünnschichtverblendung mit keramikbasierten Malfarben – oder bei der monolithischen Umsetzung mit Politur und/oder Glasurmasse vorgenommen.
 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/StawarczykZu beachten ist: Nur eine glatte Oberfläche beugt einer erhöhten Abrasion am Antagonisten vor. Daher ist nach jeder Einschleifmaßnahme eine Politur bzw. idealerweise ein Glanzbrand unabdingbar.
Bei der intraoralen Befestigung ist die schlechte Benetzbarkeit von Zirkonoxid zu bedenken. Hierzu wird empfohlen, die Oberfläche vor dem adhäsiven Einsetzen zu silikatisieren oder mittels Aluminiumoxid (50 ?m, < 1 bar) vorsichtig korundzustrahlen. Bei der Wahl des Befestigungssystems sind folgende Kombinationen möglich:
- Befestigungskomposite mit MDP-haltigen Monomeren
- selbstadhäsive Befestigungskomposite
- Befestigungskomposite in Kombination mit einem MDP-Primer bzw. mit sauren Phosphat-, Phosphor-Gruppen
Außerdem lassen sich Einzelzahnrestaurationen aus Zirkonoxid zementieren. Zwar ist Zementieren kostengünstig und anwenderfreundlich, allerdings sind Zemente in der Regel etwas opaker als kompositbasierte Befestigungswerkstoffe. Dies könnte die Ästhetik von transluzenten Restaurationen negativ beeinflussen; dies vielleicht nicht so extrem in Deutschland, weil hier 5Y-TZP nicht im Frontzahnbereich monolithisch eingesetzt wird – aber in anderen Ländern kann das durchaus der Fall sein.
Verstärkte Silikatkeramik in der praktischen Anwendung
Bekanntester Vertreter der verstärkten Silikatkeramiken ist Lithiumdisilikat. Zudem gibt es weitere Modifikationen.
Lithiumdisilikat- und Lithiummetasilikat-Keramiken entstehen durch eine Kristallisation aus Lithiumoxid und Siliziumoxid. Bei Lithiumaluminosilikat-Keramik findet eine Co-Kristallisation von Lithiumdisilikat und Lithiumaluminosilikat statt.
Lithiumdisilikat-Keramik
Die teilgesinterten Blöcke integrieren ca. 40 Vol.-% Lithiummetasilikat-Kristalle. Die vorgebrannten Blöcke befinden sich in einer Zwischenphase und weisen geringere Festigkeiten und Härten auf. Somit lassen sie sich leichter schleifen als durchkristallisierte Keramiken.
Nach dem Schleifprozess findet ein Kristallisationsbrand statt. Hierbei bilden sich Lithiumdisilikat-Kristalle aus; das Material verfestigt sich und nimmt seine endgültige Farbe und Festigkeit an.
Die Festigkeit nach dem Kristallisationsbrand beträgt ca. 300 bis 400 MPa. Indikationsbereiche sind Kronen, Abutmentkronen, 3-gliedrige Brücken, Inlays, Onlays und Veneers.
 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/StawarczykLithiummetasilikat-Keramik
CAD/CAM-Blöcke aus Lithiummetasilikat-Keramiken weisen als Hauptkristallphase Lithiummetasilikat auf; zudem kristallisieren Lithiumorthophosphat und Lithiumdisilikat. Die Glasphase enthält gelöstes, nicht kristallines Zirkonoxid (10 Gew.-%). Restaurationen können aus dem teilkristallisierten Rohling geschliffen und dann zur Steigerung der Festigkeit einer Kristallisation unterzogen werden.
Alternativ werden sie im teilkristallisierten Zustand beschliffen und ohne Kristallisation eingegliedert (Einzelkronen). Die Festigkeit nach der Kristallisation beträgt ca. 300 bis 400 MPa. Indikationsbereiche sind Kronen, Abutmentkronen, 3-gliedrige Brücken bis zum 1. bzw. 2. Prämolaren, Inlays, Onlays und Veneers.
Lithiumaluminosilikat-Keramiken
Bei CAD/CAM-Blöcken aus Lithiumaluminosilikat-Keramiken findet eine Co-Kristallisation zwischen Lithiumdisilikat und Lithiumaluminosilikat statt. Die Keramik wird nach dem Schleifen ohne zusätzlichen Kristallisationsbrand intraoral eingesetzt.
Die Festigkeit liegt bei ca. 250 MPa. Die Lithiumaluminosilikat-Keramik ist vom Hersteller für Kronen, Abutmentkronen, Teilkronen, Inlays, Onlays und Veneers freigegeben.
Von der Formgebung zur Befestigung
Die Formgebung von CAD/CAM-Silikatkeramik wird über das Schleifen aus dem Endmaterial bzw. dem vorkristallisierten Rohling vorgenommen. Die finale Kristallisation kann ggf. mit einem Glasurbrand kombiniert werden. Die Fertigstellung erfolgt bei der monolithischen Umsetzung durch Politur und/oder mit Glasurmasse.
Zudem ist das Verblenden in der herkömmlichen Schichttechnik, der Presstechnik und im CAD/CAM-Verfahren (digitale Verblendung) möglich. Bei der intraoralen Eingliederung ist das adhäsive Vorgehen zu bevorzugen, wenn Schmelz als Klebepartner zur Verfügung steht. Für einen stabilen Verbund muss die keramische Restauration ein Ätzmuster aufweisen.
Ist die adhäsive Befestigung angestrebt, muss die innere Restaurationsoberfläche mit Silan aktiviert werden. Eine andere Möglichkeit zu den konventionellen Silanen bieten die Universaladhäsiv-Systeme. Diese beinhalten neben zahlreichen weiteren funktionellen Monomeren auch Silangruppen, welche chemisch an die Keramik binden können.
Keramische Einzelzahnrestaurationen mit einer Biegefestigkeit von mehr als 350 MPa können im Mund zementiert werden. Erneut ist zu bedenken, dass Zemente in der Regel opak sind und die Ästhetik von transluzenten Restaurationen durch das Zementieren negativ beeinflusst werden kann.
Polymerbasierte CAD/CAM-Werkstoffe
Polymerbasierte CAD/CAM-Werkstoffe können in PMMA-Werkstoffe, Komposite und polymerinfiltrierte Keramiken eingeteilt werden. Diese werden industriell unter Druck und erhöhter Temperatur zu einem Block oder einer Ronde polymerisiert. Dadurch weisen sie einen geringeren Restmonomergehalt sowie höhere mechanische und optische Eigenschaften auf als Kunststoffe, welche erst während der Herstellung polymerisiert werden.
Polymethylmethacrylate (PMMA)
Basis der PMMA-Werkstoffe sind Methylmethacrylat-(MA-)Monomere, die in einer radikalischen Polymerisation aushärten. Die Art der eingesetzten Monomere bestimmt mit über die Eigenschaften der Polymersysteme. Werden steifere Monomere verwendet oder Monomere, die eine höhere Vernetzung unterstützen, können die mechanischen Eigenschaften des Polymers höher sein.
Auch ein Vermischen und die Co-Polymerisation von verschiedenen Monomeren ist möglich und kann die Materialeigenschaften optimieren. PMMA-Materialien können zur Optimierung Präpolymerisate und geringere Anteile an anorganischen Füllstoffen (z.B. Oxide) enthalten. PMMA-Werkstoffe werden für temporäre Restaurationen verwendet.
Ein Vorteil CAD/CAM-gefertigter Provisorien ist, dass sie vergleichsweise einfach reproduziert werden können, z.B. nach Verlust oder Fraktur. Attraktiv ist unter anderem die Möglichkeit, die vorliegenden CAD-Daten als Ausgangslage für weitere klinisch notwendige Behandlungsschritte (z.B. im Falle von Bisshebungen) zu verwenden. Zudem ist die Materialhomogenität CAD/CAM-gefertigter temporärer Restaurationen besser als bei konventioneller Fertigung der Provisorien.
Komposite
Komposite bestehen aus organischen (Polymer) und anorganischen (Füllstoffe) Bestandteilen, die über Silane miteinander chemisch verbunden werden. Der Füllstoffanteil kann bis ca. 80 Gew.-% betragen, wodurch sich ein höherer E-Modul (10 bis 18 GPa) ergibt. Die chemische Zusammensetzung der CAD/CAM-Komposite ähnelt den Füllungskompositen.
Zu den organischen Bestandteilen zählen mehrfunktionelle Methylmethacrylate (MA) wie Bisphenolglykoldimethacrylat (BisGMA), Urethandimethacrylat (UDMA) oder Triethylen-Glycol-Dimethacrylat (TEGDMA), die z.B. ebenfalls in einer radikalischen Polymerisationsreaktion ausgehärtet werden.
Füllstoffe sind anorganische Partikel in verschiedenen Größen (einige Nano- bis mehrere Mikrometer) und Formen (rund, eckig). Verwendet werden z.B. SiO2, ZrO2, Füllstoffcluster oder Präpolymerisate. Komposite werden für Einzelzahnrestaurationen, Inlays und Onlays angewandt.
Polymerinfiltrierte Keramiken (PIK)
Grundlage dieser Werkstoffe ist eine schwammartige keramische Struktur. Das lockere Netzwerk besteht aus Silikatkeramik und beträgt 86 Gew.-%. Die porösen Zwischenräume des Netzwerkes werden mit einer Polymermischung (UDMA/TEGDMA) infiltriert, welche abschließend polymerisiert wird.
Der Anteil der organischen Komponente liegt bei 14 Gew.-%. Durch die industrielle Polymerisation werden gute Eigenschaften erzielt, die vergleichbar sind mit denen von Leuzitkeramik. PIK werden für Einzelzahnrestaurationen, Inlays und Onlays verwendet.
Von der Formgebung zur Befestigung
Die CAD/CAM-Polymere sind in verschiedenen Formen (Blöcke, Ronden) erhältlich. Je nach Anbieter sind CAD/CAM-Rohlinge als monochrome und/oder als polychrome Variante (Multilayer) erhältlich. Zudem werden verschiedene Zahnfarben abgedeckt.
Bei den polychromen Rohlingen wird der natürliche Farbverlauf eines Zahnes von zervikal nach inzisal nachgebildet. Aufgrund der einfachen Schleif-/Fräsbarkeit lassen sich die Restaurationen – gegenüber keramischen Werkstoffen – mit einem geringeren Werkzeugverschleiß herstellen. Generell bieten die CAM-Maschinen unterschiedliche Schleifprogramme, z.B. Schnellschleifen und Normalschleifen, an.
Um ein Schmieren der Kunststoffe beim Schleifen/Fräsen durch eine erhöhte lokale Temperaturentwicklung zu vermeiden, kann Kühlflüssigkeit verwendet werden. Im Vergleich zu CAD/CAM-Keramiken weisen polymerbasierte CAD/CAM-Werkstoffe einen geringeren E-Modul auf und sind somit meist während des Schleifens kantenstabiler.
Als einfachster und kostengünstigster Weg erfolgt nach dem Schleifen/Fräsen eine abschließende Politur der Restaurationen. Bei höheren ästhetischen Ansprüchen können vor der Oberflächenpolitur farbliche Individualisierungen mittels Verblendkomposit oder Malfarbe aufgebracht werden. Alle Restaurationen aus polymerbasierten CAD/CAM-Werkstoffen müssen nach der Oberflächenvorbehandlung, welche mittels Korundstrahlen erzeugt wird (Rauheit, Oberflächenspannung), im nächsten Schritt für das Einsetzen in den Mund konditioniert werden.
Für PMMA empfiehlt sich Abstrahlen des Gerüstes (50 ?m, 1 bar) und das anschließende Auftragen eines MMA-haltigen Adhäsivsystems. Bei Kompositen sollte das Gerüst abgestrahlt (50 ?m, 1 bar) und ein Universaladhäsiv mit Silan, MDP, MMA und DMA verwendet werden. Bei PIK sollte das Gerüst angeätzt (60 Sek. HF) und silanisiert werden.
PAEK-Materialien in der praktischen Anwendung
In der Zahnmedizin finden PEEK, PEKK und AKP Anwendung, alle diese Untergruppen zählen zu den PAEK-Werkstoffen (Abb. 3 und 4).
 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/Stawarczyk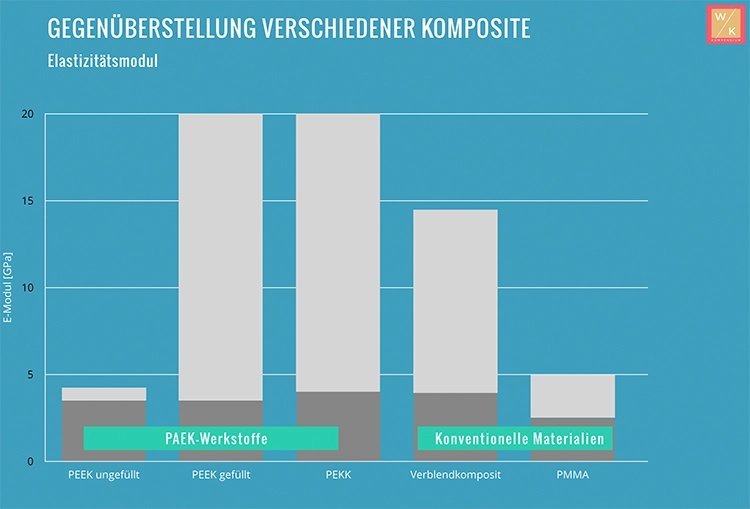 Kieschnick/Reymus/Stawarczyk
Kieschnick/Reymus/StawarczykPolyetheretherketon (PEEK)
Der Thermoplast PEEK weist eine Ketongruppe auf. Er wird entweder ungefüllt verwendet oder mit Titanoxid dotiert, um dadurch Festigkeiten und Steifigkeiten zu erhöhen. Die Titanoxid-Anteile variieren je nach Hersteller zwischen 10 und 30 Gew.-%.
Je höher dieser Anteil ist, desto höher sind Steifigkeit und Festigkeit des Werkstoffes. PEEK wird in verschiedenen Farben (grau bis opaque, zahn- bzw. gingivafarben) angeboten.
Das ungefüllte Material ist aufgrund der geringeren Festigkeiten hauptsächlich für herausnehmbaren und bedingt für abnehmbaren Zahnersatz sowohl zahn- als auch implantatgestützt indiziert. Das gefüllte Material verfügt über höhere Festigkeiten und ist zusätzlich zu den herausnehmbaren Möglichkeiten für festsitzende Restaurationen freigegeben.
Polyetherketonketon (PEKK)
Der Thermoplast PEKK hat 2 Ketongruppen. Diese Werkstoffgruppe ähnelt hinsichtlich der chemischen, optischen und mechanischen Eigenschaften den PEEK-Werkstoffen, ist allerdings durch die zusätzliche Ketongruppe minimal steifer. PEKK ist mit 10 Gew.-% Titanoxid dotiert und ist für den herausnehmbaren als auch für den festsitzenden Zahnersatz freigegeben *.
Arylketonpolymer (AKP)
Der Thermoplast AKP ist nur für die abnehmbare Teilprothetik (Klammerprothesen) freigegeben. Bezüglich der chemischen Zusammensetzung und möglichen Füllstoffe liegen seitens des Herstellers bislang keine weiteren Informationen vor.
Von der Formgebung zur Befestigung
Historisch gesehen werden PAEK-Werkstoffe gepresst. Seit 2011 sind Ronden und Blöcke aus PAEK zum Fräsen erhältlich. Hier wird die konstruierte Restauration mit Hartmetallfräsern ohne Wasserkühlung aus dem PAEK-Rohling herausgefräst.
Diamantierte Werkzeuge kommen in der Regel nicht zum Einsatz. Seit Kurzem konzentriert sich die Entwicklung bei PAEK-Werkstoffen auch auf die Bereiche Tiefziehen und 3D-Druck, allerdings haben sich diese Verfahren in der Zahnmedizin noch nicht bewährt.
Aufgrund der Opazität dieser Werkstoffe ist in sichtbaren Mundbereichen eine Verblendung mit Verblendkomposit bzw. Charakterisierung mittels Malfarbe empfehlenswert und notwendig. PAEK-Werkstoffe sind im Vergleich zu herkömmlichen Dentalkunststoffen monomerfrei. Somit weisen sie in Bezug auf die Biokompatibilität und das eventuelle Risiko allergischer Reaktionen eine gute Verträglichkeit auf.
Allerdings werden für eine Co-Polymerisation mit weiteren Kunststoffen (z.B. für eine Verblendung oder Befestigung) freie Kohlenstoff-Kohlenstoff-Bindungen benötigt. Das führt dazu, dass die Haftung bzw. der Verbund zwischen den PAEK-Werkstoffen und anderen Kunststoffen nur durch definierte Vorbehandlungsschritte möglich wird.
PAEK zeigt eine sehr hohe Oberflächenspannung (und damit verbunden eine schlechte Benetzbarkeit), die den Verbund zu anderen Kunststoffen negativ beeinflusst. Zur Oberflächenvergrößerung und besseren Benetzbarkeit der PAEK-Oberfläche wird das Korundstrahlen mittels Aluminiumoxid (50 ?m) bei 2 bis 4 bar empfohlen.
Anschließend sollte unmittelbar die aufgeraute, trockene PAEK-Oberfläche mittels Methylmethacrylat-(MMA-)haltigem Adhäsiv konditioniert werden. Alternativ können Universaladhäsive verwendet werden. Diese sollten MMA-Monomere beinhalten.
Die Wahl des Verblendkomposits oder des Befestigungskomposits spielt eine untergeordnete Rolle. Wichtig ist, dass das Adhäsivsystem mit dem Befestigungskomposit kompatibel ist.
Materialien für die additive Fertigung in der praktischen Anwendung
Indikationen
Mithilfe der additiven Fertigung können inzwischen einige Indikationen in der Zahnmedizin abgedeckt werden.
Zahntechnische Modelle
Liegt der digitale Oberflächendatensatz einer klinischen Situation vor, kann dieser mithilfe der additiven Fertigung in ein physisches Modell umgewandelt werden. Dies kann für den Zahntechniker beispielsweise dann hilfreich sein, wenn eine Restauration, die auf einem Intraoralscan digital gefertigt worden ist, angepasst werden soll. Solche Modelle können mithilfe der Stereolithografie einfach, kostengünstig und ausreichend präzise hergestellt werden.
Ist für eine ästhetisch anspruchsvolle Restauration ein Modell gewünscht, welches möglichst genau die klinische Farbgebung wiedergibt, bedarf es eines Oberflächendatensatzes mit entsprechender Farbinformation (OBJ-Datei). Da mithilfe der Stereolithografie nur einfarbig gedruckt werden kann, ist in solchen Fällen das Multi-Jet-Verfahren indiziert. Dieses ist mit einem farbigen Tintenstrahldrucker vergleichbar.
Jedoch werden dabei mehrere Schichten übereinander gedruckt, sodass ein dreidimensionales Objekt entsteht. Auch für die Tiefziehtechnik, beispielsweise für kieferorthopädische Aligner-Schienen, finden additiv gefertigte Modelle Anwendung. Bei dieser Indikation werden stereolithografische Harze benutzt, die besonders schnell gedruckt werden können.
Schienen
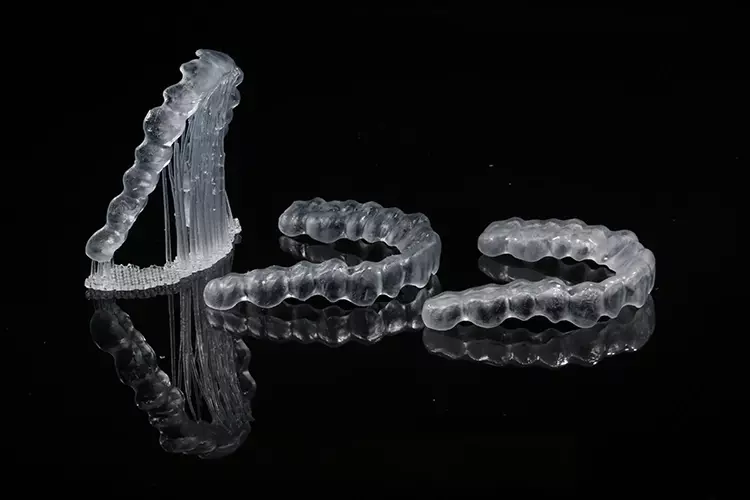
Durch den schichtweisen Objektaufbau ist der Materialverlust bei der additiven Fertigung durch Stereolithografie viel geringer als beim subtraktiven Verfahren. Besonders deutlich wird dies bei der Produktion von Schienen (Aufbissschienen), bei der ein Großteil der Ronde nach dem subtraktiven CAD/CAM-Prozess verworfen wird. Ein weiterer Vorteil ist, dass die additive Fertigung die parallele Produktion mehrerer Objekte erlaubt.
So kann mittels Stereolithografie bei einer vertikalen Positionierung der Schienen eine synchrone Vielzahl von Objekten in einem Druckprozess gefertigt werden. Mithilfe von dreidimensionalen Datensätzen kann der Chirurg heutzutage die Position von dentalen Implantaten mitsamt prothetischem Aufbau genau planen.
Hierbei kann die Planung durch eine 3D-gedruckte Bohrschablone in den Patientenmund überführt werden. Neuerdings stehen solche dreidimensionalen Planungen samt Führungsschienen auch für die Endodontie zur Verfügung.
Prothesenbasen
Auch bei der Fertigung von gefrästen Prothesenbasen ist ein hoher Materialverlust festzustellen. Zudem ist die subtraktive Fertigung eines solchen Werkstückes zeitaufwendig. Hier könnte die Stereolithografie eine echte Alternative sowohl zum subtraktiven als auch zum konventionellen (Press-)Verfahren darstellen.
Zur Bewertung von additiv gefertigten Prothesenbasen fehlen allerdings ausführliche wissenschaftliche Daten. Vom klinischen Gesichtspunkt ist vor allem die Biokompatibilität des fertigen Produkts entscheidend, da es flächig auf der Schleimhaut aufliegt.
Gerüste
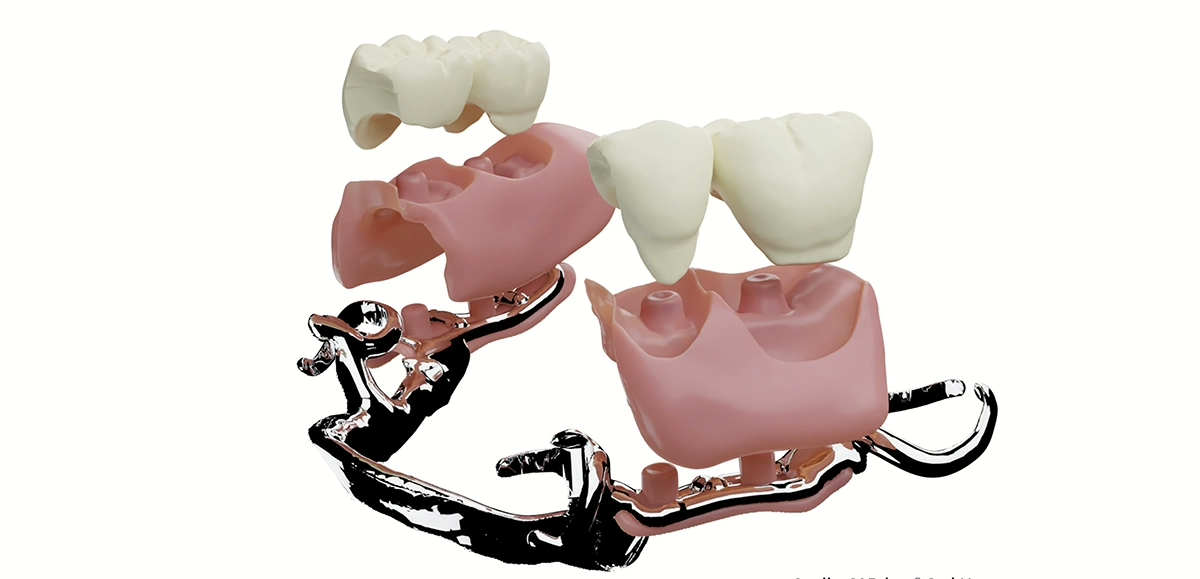
Mittels Selective Laser Sintering bzw. Melting können Metalle, beispielsweise Kobalt-Chrom-Legierungen, additiv verarbeitet werden. So entstehen Gerüste für Kronen oder Brücken auch zur späteren Verblendung oder für Teilprothesen. Aufgrund des technischen Aufwandes findet dieses Verfahren nur industriell Anwendung.
Kronen/Brücken
Auch Materialien für den (temporären) Zahnersatz stehen für den 3D-Druck zur Verfügung. Bisher sind die meisten von ihnen für die Fertigung von Langzeitprovisorien durch den Hersteller deklariert, jedoch gibt es inzwischen auch Werkstoffe, welche als definitives Restaurationsmaterial freigegeben wurden. Für eine abschließende Beurteilung dieser Werkstoffe fehlen noch wissenschaftliche Daten.
In einer der wenigen vorhandenen Studien** zu diesem Thema konnte gezeigt werden, dass stereolithografisch gefertigte Brücken in ihrer Bruchlast vergleichbar mit einem gefrästen PMMA-Material waren, jedoch wurden sie stärker von künstlicher Wasserlagerung beeinflusst als die Kontrollgruppe. Eine Alternative zur Stereolithografie für diese Indikation könnte das Fused Filament Fabrication sein.
In 2 Machbarkeitsstudien** wurden Inlays mit PEEK gedruckt. Diese zeigten mit konventionellem PEEK vergleichbare mechanische Werte.
Verarbeitung
Der sogenannte „digitale Workflow“ zur Erstellung einer Restauration umfasst 3 große Teilbereiche. Er beginnt mit der Datenakquise der klinischen Situation. Diese kann entweder chairside mithilfe eines Intraoralscanners direkt am Patienten oder labside über den Scan eines Gipsmodells im Labor erfolgen.
Daran schließt sich das Designen (CAD: Computer Aided Design) der Restauration am Computer an. Der letzte Schritt ist die Herstellung der Restauration (CAM: Computer Aided Manufacturing). In diesem Schritt herrscht bisher das subtraktive Verfahren vor.
Von einem industriell vorgefertigten Rohling wird dabei Material durch Schleifen oder Fräsen abgetragen, sodass das gewünschte Objekt entsteht. Dieser Vorgang kann vom Prinzip her mit der Arbeit eines Bildhauers verglichen werden. Beim additiven Verfahren hingegen wird das Objekt Schicht für Schicht aufgebaut, bis es letztendlich dreidimensional rekonstruiert ist.
Der additiven Fertigung schließt sich eine umfassende Nachbearbeitung an, die einen hohen Einfluss auf die Güte des fertigen Objektes hat. Die Objekte müssen von der Stützstruktur befreit und von eventuell anhaftendem überschüssigem Material gereinigt werden. Besonders bei Photopolymeren ist diese Reinigung ein zeitaufwendiges Unterfangen.
Viele Hersteller empfehlen die Verwendung eines mit Ethanol gefüllten Ultraschallbades oder einer automatischen Reinigungseinheit. Jedoch hat ein solches Procedere eventuell negativen Einfluss auf die mechanischen Eigenschaften. Für Photopolymere ist eine Nachbelichtung von entscheidender Bedeutung.
Hierfür steht eine Vielzahl an Geräten zur Verfügung, welche die mechanischen und biologischen Eigenschaften beeinflussen. Prinzipiell sollte der von den Herstellern angegebene Arbeitsprozess befolgt werden.
Fazit
Mit den digitalen Fertigungstechnologien wird eine Vielzahl neuer Materialien angeboten. Das Wissen um die einzelnen Werkstoffeigenschaften, deren Indikation und Verarbeitung ist ein wichtiger Teil der Digitalisierung im Dentallabor. Weiterführende Informationen rund um moderne dentale Werkstoffe vermittelt das digitale Werkstoffkunde-Kompendium, welches in 5 Teilen auf die verschiedenen Werkstoffe sowie deren Anwendung detailliert eingeht.




 Mit Google einloggen
Mit Google einloggen
 Mit Facebook einloggen
Mit Facebook einloggen
Keine Kommentare.