

Das Grundprinzip eines technischen Härteprüfgerätes ist in Abb. 1 dargestellt: Der Druck kann entweder per Hand oder auch per automatischem Vorschub der Probenaufnahme aufgebracht werden. In der Abbildung wird der Hubstempel, auf dem die Probenaufnahme lagert, gegen den normierten Druckstempel gedrückt. Umgekehrt kann aber auch der Druckstempel der bewegliche Anteil sein, der auf die Probe gepresst wird. Wichtig ist, dass für jeden Werkstoff eine standardisierte Vorgehensweise mit Angabe von Kraft und Zeit und Form des Druckstempels erfolgt.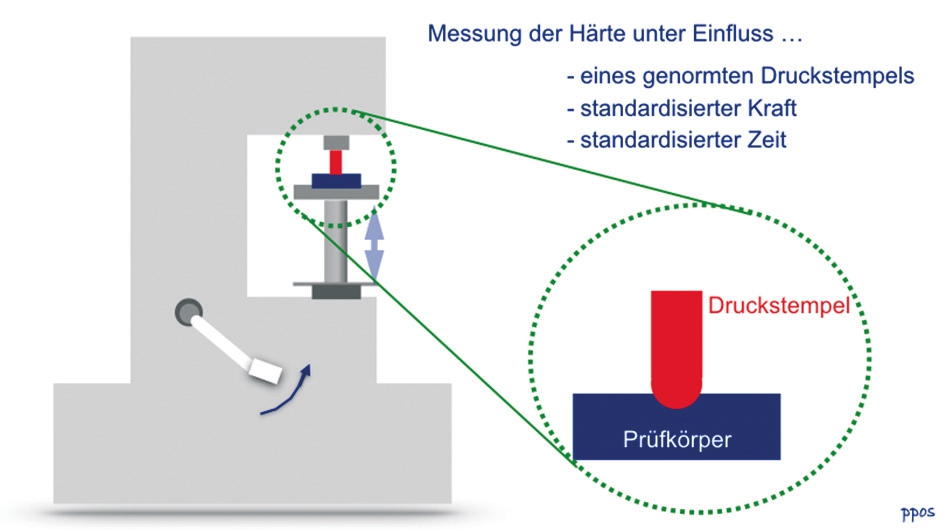 Pospiech
Pospiech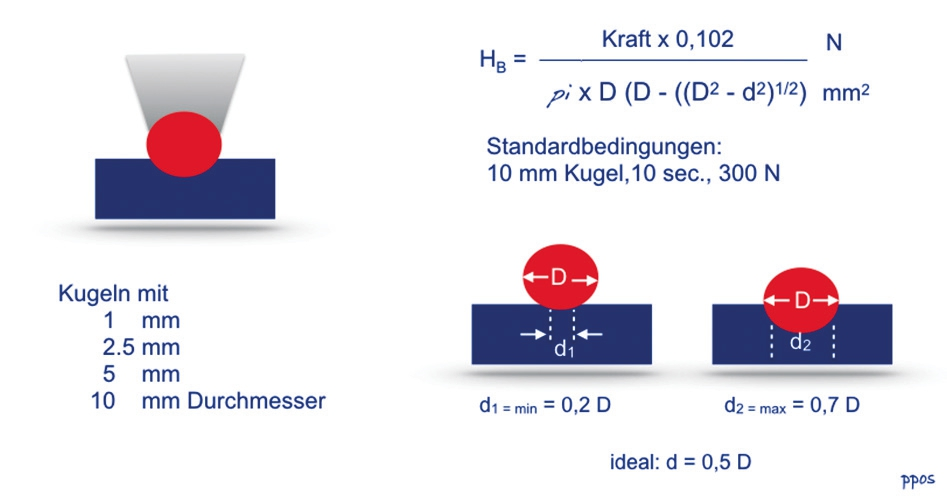 Pospiech
Pospiech
Die Abbildung 2 zeigt die sogenannte Härteprüfung nach Brinell, die in der Regel für weiche bis mittelharte Metalle (Baustahl, Aluminiumlegierungen), Holz und Werkstoffe mit ungleichmäßigem Gefüge (Gusseisen) gewählt wird.
Der normierte Druckstempel ist hier eine Kugel aus Sinterhartmetall mit den möglichen Druckstempeldurchmessern von 1, 2,5, 5 und 10 mm. Der Druckstempel wird so ausgewählt, dass der zu erwartende Stempeleindruck auf der Probe zwischen 20 und 70% des Durchmessers des Druckstempels angesiedelt ist, ideal wäre eine Impression des halben Druckstempeldurchmessers. Bei der normgerechten Angabe der gemessenen Härte werden neben dem Härtewert auch die Form des Druckstempels (Prüfverfahren), die Belastungszeit und die Prüfkraft angegeben:
HBW = 345 (5/10/300) N/mm2
Die Härteangabe in obigem Beispiel ist das Verfahren nach Brinell; „W“ gibt das Material der Kugel (Wolfram) an, „345“ die Härte, die mit der Druckstempelkugel von 5 mm Durchmessern, bei 10 Sekunden und 300 N Prüflast ermittelt wurde. Wenn nur die Zahl 345 angegeben wird, dann wurden die in Abbildung 2 angegebenen Standardbedingungen gewählt.
Bildquellen sofern nicht anders deklariert: Unternehmen, Quelle oder Autor/-in des Artikels

 Mit Google einloggen
Mit Google einloggen
 Mit Facebook einloggen
Mit Facebook einloggen
Keine Kommentare.