

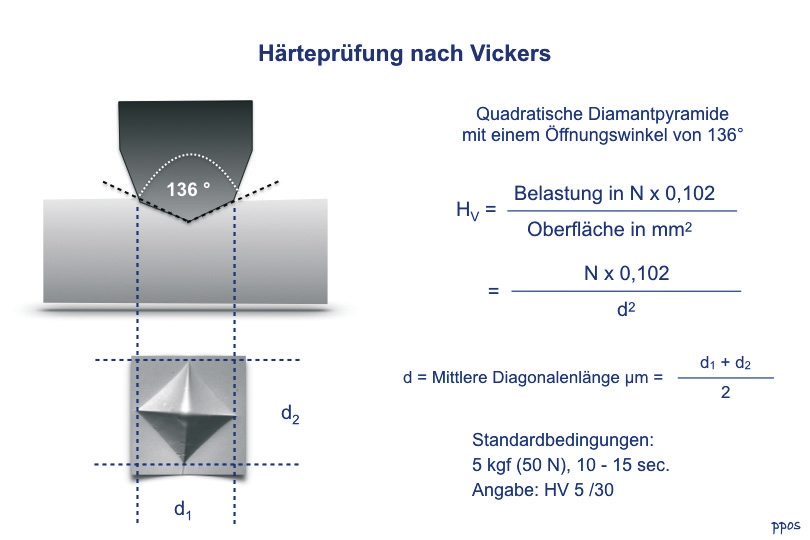
Der normierte Druckstempel ist eine Diamantpyramide mit quadratischem Querschnitt und einem Öffnungswinkel von 136°. Die Prüfkräfte sind zumeist kleiner als beim Brinell-Verfahren, da der Druckstempel spitz ist und im Gegensatz zur stumpfen Kugelkalotte schneller einen Eindruck hinterlässt. Je nach Lastbereich, in dem geprüft wird, unterscheidet man den Mikro- (HV 0,01), den Kleinkraft- (HV 1) und den konventionellen (Makro-) Härtebereich (HV 10). Das Verfahren ist universell bei jedem Werkstoff einsetzbar.
 Prof. Dr. Pospiech
Prof. Dr. Pospiech
Die Probendicke sollte mindestens das 1,5-fache der zu erwartenden Eindrucksdiagonalen betragen. Die gemessenen Diagonalen sollten sich nicht mehr als 5 Prozent in ihrer Strecke unterscheiden. Sonst müsste eine erneute Messung durchgeführt werden. Die Größenordnungen der Eindringdiagonalen befinden sich normalerweise in Bereichen von 10 bis 200 ?m. Die Angaben einer Vickers-Prüfung sind dann wie folgt:
- Einwirkdauer der Prüflast (in der Regel 10 bis 15 Sekunden)
- Prüflast in kgf (Kilogrammforce)/Newton (N)
- HV: Abkürzung für die Prüfung nach Vickers
- der numerische Härtewert
Der große Vorteil des Vickers-Verfahrens ist die universelle Anwendbarkeit: Es sind alle Härtebereiche mit nur einem Prüfkörper zu messen.
Beispiel: 500 HV 5/30
- 500 = Härtewert
- HV = nach Vickers
- 5 = Prüflast 5 kgf (bzw. 50 N)
- 30 = in diesem Fall Einwirkdauer 30 Sekunden
Die Vickers-Prüfung ist in der Regel zerstörungsfrei. Bei Keramiken wird der Prüfstempel aber auch verwendet, um subkritisches Risswachstum zu induzieren und den KIC-Wert zu bestimmen. Dann entstehen an den Eindruckspitzen Mikrorisse, die zur Bestimmung des Risswachstums herangezogen werden können.
Bildquellen sofern nicht anders deklariert: Unternehmen, Quelle oder Autor/-in des Artikels

 Mit Google einloggen
Mit Google einloggen
 Mit Facebook einloggen
Mit Facebook einloggen
Keine Kommentare.