

Ein kompletter digitaler Workflow zur Herstellung von volladjustierten CMD-Schienen – Abdrucknahme (iTero-Scan), Kiefergelenksregistrierung (Zebris, Schütz Dental), Zusammenführung der Messungen im virtuellen Artikulator, digitale Konstruktion nach modernen Okklusionsprinzipien und schließlich die Fertigung der CMD-Schiene im 3D-Druckverfahren – gehört in unserer Praxis bereits zum Arbeitsalltag. Dieser Workflow führt bei uns zu hohem Patientenkomfort aufgrund der Zeit- und Ressourcenersparnis sowie zu äußerst präzisen und reproduzierbaren Behandlungsapparaturen.
Für den Einsatz in Geräten zur Herstellung von elastischen Materialien wie Positionern oder Tiefziehschienen werden jedoch nach wie vor temperaturbeständige Modelle benötigt, die wir mit dem Freeprint® model T drucken, um auch hier die Vorteile des digitalen Workflows nutzen zu können.
Die bisherigen Methoden zur Herstellung eines Positioners sind – gegenüber dem 3D-Druck eines digitalen Setups – wesentlich zeitaufwendiger, fehleranfälliger und ressourcenintensiver. Gleiches gilt für den Druck von Setup-Modellen zur Herstellung von aktiven elastischen Tiefziehschienen für die Zahnkorrektur. Der große Vorteil des nachfolgend beschriebenen Verfahrens ist, dass die Modelle aufgrund ihrer hohen Kantenstabilität – im Gegensatz zu Gipsmodellen – intakt bleiben und so erneut verwendet werden können.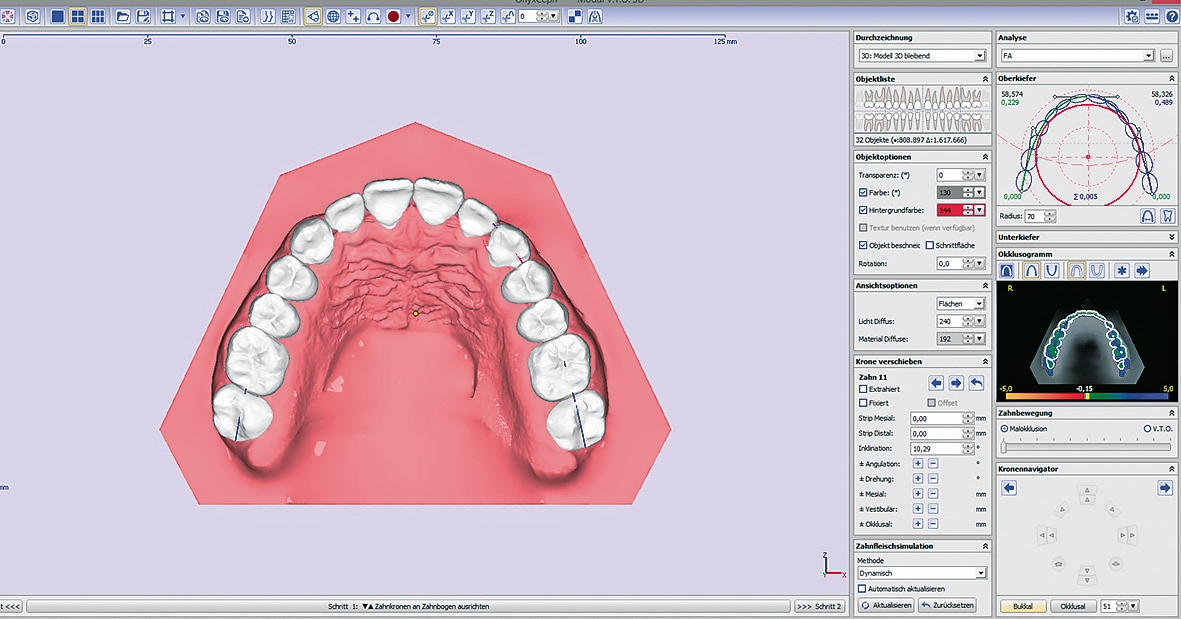 Detax
Detax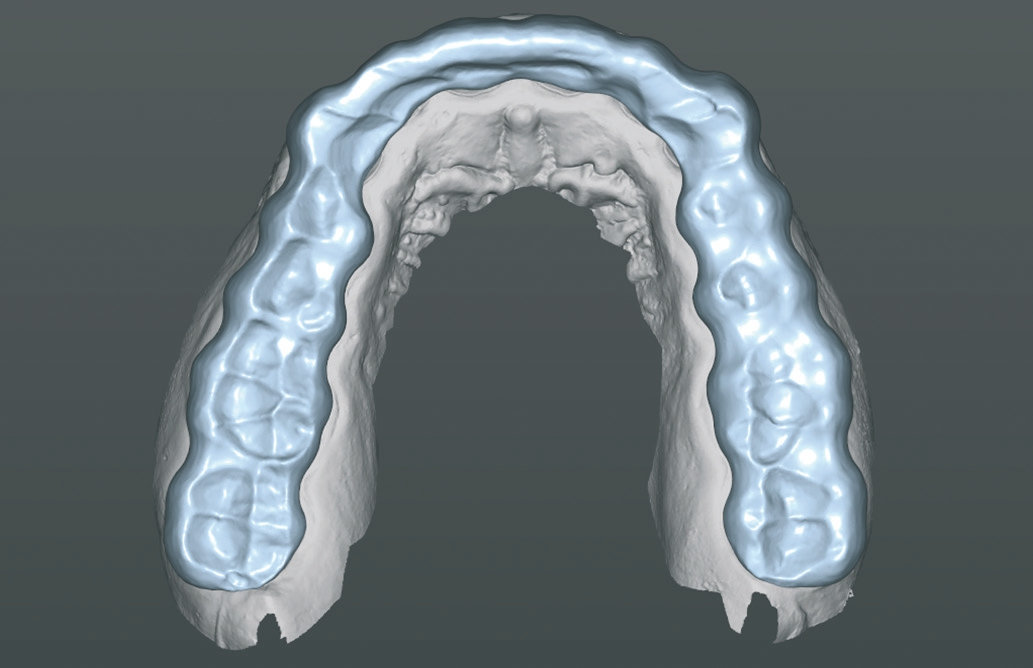 Detax
Detax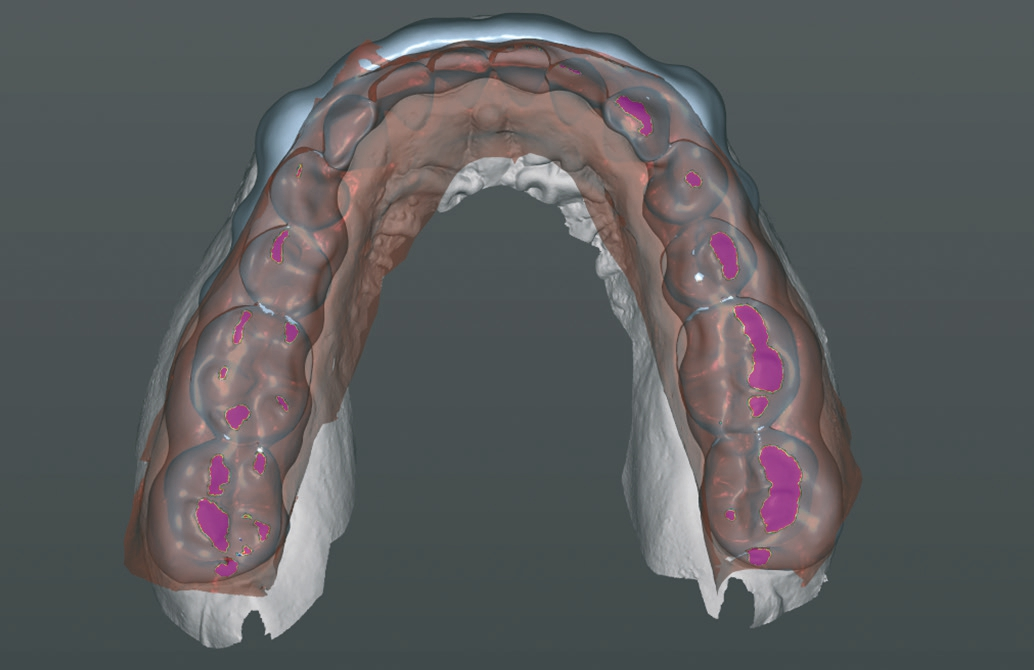 Detax
Detax
Das Verfahren
Nach der Datengewinnung und Bearbeitung der Modelle wird unter Einhaltung der Maschinen- und Materialparameter der Druckauftrag ausgeführt, welcher bei einer Schichtdicke von 100 ?m ca. 40 Minuten in Anspruch nimmt. Der Nachbearbeitungsprozess ist sehr wichtig, um die vollständigen Eigenschaften des Materials gewährleisten zu können. Er sollte möglichst unmittelbar nach Druck und zehnminütiger Abtropfzeit erfolgen. Detax
Detax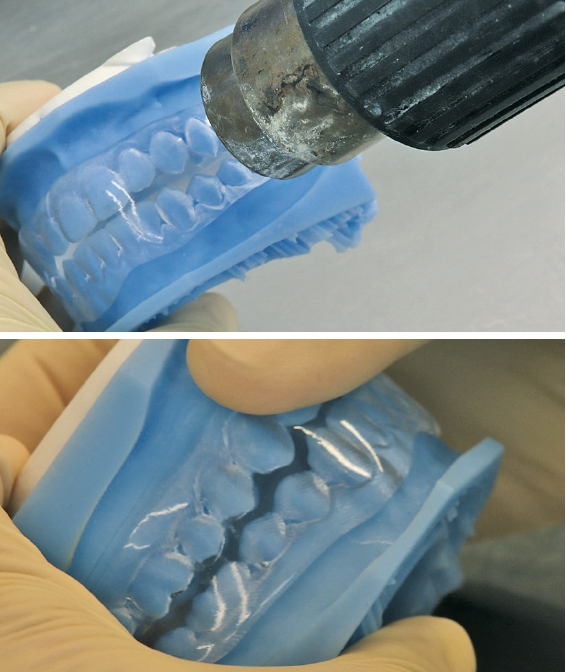 Detax
Detax Detax
Detax
Dafür werden die Bauteile von der Plattform entfernt und in einem separaten Gefäß mit Isopropanol (Reinheit ? 98%) für drei Minuten im Ultraschallbad vorgereinigt. Anschließend sind Durchgänge, Kavitäten und Spaltbereiche eventuell zusätzlich mit Druckluft sorgfältig zu reinigen und gegebenenfalls die Bauteile vorsichtig von der Stützstruktur zu entfernen. Die Hauptreinigung erfolgt in einem separaten Gefäß mit frischem Isopropanol (Reinheit ? 98%) für drei Minuten im Ultraschallbad. Vor der Trocknung sind Öffnungen sowie Zusatzbohrungen auf Rückstände zu prüfen. Die anschließende dreißigminütige Trocknung findet bei ca. 40 °C im Ofen statt, um Lösungsmittelreste aus dem Reinigungsprozess zu entfernen. Zu guter Letzt wird das Modell im Xenonblitzlichtgerät mit 2 × 2.000 Blitzen unter Schutzatmosphäre (Stickstoff) nachbelichtet. Die Bauteile sollten zwischendurch gewendet werden.
Fazit
 Detax
Detax
Bildquellen sofern nicht anders deklariert: Unternehmen, Quelle oder Autor/-in des Artikels

 Mit Google einloggen
Mit Google einloggen
 Mit Facebook einloggen
Mit Facebook einloggen
Keine Kommentare.